机床铸件铸造工艺流程
发布者:精特重工
发布日期:2019年06月19日
机床铸件铸造工艺流程
一、 材料进厂
铸造材料主要是铸铁和焦碳,其次是辅助材料,如粘土、钎粉、型砂等几十种。我厂使用的铸铁一般是在定点厂进货,如邯钢18号、邢钢18号,铸铁进厂必须带有化验单,焦碳主要用山西柳林碳,碳的成份含量比较稳定,一般在3—3.5之间,其它附助材料都是由定点铸造材料供应处专项供应。材料进厂经本厂化验和标准验收方可进库。
二、 模型的准备
铸件要按图纸要求作成型箱和砂型箱,贵公司铸件目前小批量按消失模模型,模型的准备需7-10天。模型准备好后交模型刷灰粉车间进行模型的表面灰粉的粉刷(消失模模型表面灰粉的粉刷是为了避免消失模与树脂砂粘连造成铸件表面包砂),以备铸造车间领取。
三、 铸造造型
铸造车间接到厂部生产任务后,按图纸先领取模型,按照铸造工艺进行调砂、挖坑、打芯、烧芯、合箱配重,留足浇口和冒口准备浇铸。我公司有铸造炉两座20T/h和7T/h冲天炉每次浇铸200-500吨,每5-7天开一火。公司所需铸件要用电炉,电炉每天浇铸10吨,每天开火。
四、 高炉熔化及浇铸
电炉组的组长接到任务单,按单到库房邻取各种材料,由配料员主管炉前过称的配料,要求必须做到按HT-300材质配料时原料含量加配料按如下标准:
含碳量:3-3.5 锰:0.5-1.2 硅:1-1.6
硫<0.15 磷<1.2
这样的配合才能保证其铸件硬度:HB200-250,为了 能保证材料,每一炉必须随件铸出化验用的试棒交化验室化验。
铸铁进炉,铁水高温1500℃左右进入前炉,前炉满后,放入保温吊包,待铁水降温至1200-1100℃时及时浇注。
五、 退火
浇铸停20-48小时,拉出砂堆进行清砂,通过几天的自然存放,拉进退火窑进行退火处理。
温度通过热电欧和仪表显示
自然温度进窑,烧火温度每小时不得超过30℃慢慢上升,温度升至530-550℃时,控制不再上升,恒温4-8小时,开始降温,每小时不大于25-30℃,温度降至200℃,封窑靠自然保温也 是靠自然降温一般从入窑到出窑经过72小时,达到消除磁性目的。
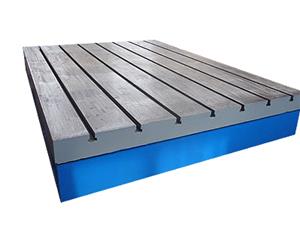
六、 粗加工
退火后铸件,转入机加工车间,车间主管按图纸及技术要求配备相适应的工、卡、量、具;其主要的计量器具是盒尺、角尺、 角度尺。铸件粗加工是有普通龙门铣床进行,留下2mm余量以备精加工。
七、 二次加火或震动时效
粗加工后,基本尺寸已基本确定,作二次回火或震动时效。
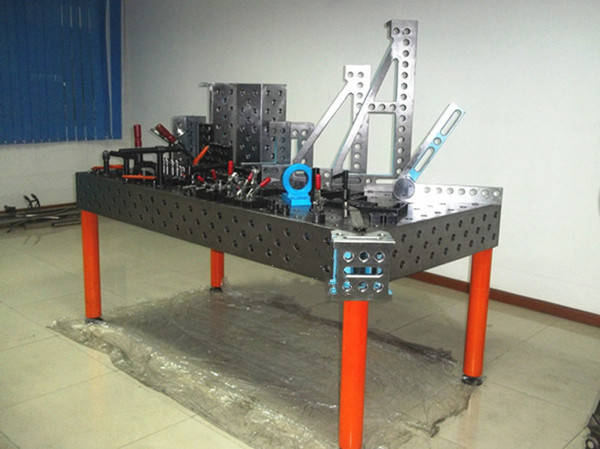
八、 精加工
精加工为数控铣磨床 ,精加工后的精度完全按照贵公司的图纸要求验收。加工后的铸件由车间专职人员检验。检验内容有工作面的平面度、侧重度、边棱倒角、气孔、砂眼等。非工作面涂防锈漆。
九、 检验
检验分车间检验,小组检验,出厂前计量室检验。
我公司铸造厂,有8T、5T冲天炉铁炉各一座;10T、5T、3T铁水包6套;4米X8米烘干窑,近3000平方米的造型车间,可承接粘土沙,树砂各种牌号的铸铁工作,年生产能力6500吨。
公司计量处在铸造分厂设立了:质检科、计量所。配备有:原料质检,炉前化验,配料,温度监测,化验,拉力试验……专职人员及碳硫联合测定仪。100T 拉车实验机50T震动时效仪等设备。
机加工分厂配有B2116,B2025,B2020A/1龙门刨床5台,XL2020,X2125,X3038龙门铣床6台,Z3040,Z3080,摇臂钻床4台,5m、8m端面铣2台,及车、铣、磨、镗等普通设备40余台套。数控龙门铣磨床5*12米一台,3*8米一台,数控加工中心4台,年加工能力2千余万元。
计量室配有合象水平仪,电子水平仪,10m光管准直仪,硬度计,直角检定仪等检测仪器50台套,专职人员12人,并建立了自检、互检、专检全套质量保证体系。